Honey is one of the most valuable, complex, and notoriously difficult organic products to process in the global food industry. As a commercial honey producer or international co-packer, you understand the immense engineering challenge involved in taking this miraculous fluid collected by bees and transferring it into retail packaging without degrading its premium quality, altering its nutritional profile, or losing its smooth, luxurious texture. The operational bottlenecks experienced on honey packaging lines are rarely simple mechanical faults; they are almost always a direct physical battle against the complex rheology of the honey itself—specifically, its extreme viscosity and its natural tendency to crystallize.
If your filling machine’s hopper constantly freezes up, if the nozzles continuously choke and drip, if your fill weights fluctuate wildly from jar to jar, and worst of all, if your beautifully packaged honey granulates and turns solid on the supermarket shelf within weeks, you are paying the ultimate price for utilizing the wrong packaging technology. In the global manufacturing sector, production managers often fixate strictly on the target speed (bottles per minute), while fatally ignoring the raw material characteristics of the honey.
Through this comprehensive technical guide, we will dissect the absolute nightmare of the honey packaging industry: crystallization. We will explore the behavioral physics of honey viscosity, and detail exactly how Kulp Machinery’s advanced Double-Jacketed Heated Tanks and Anti-Drip Nozzle technologies permanently eradicate these issues, ensuring your production line operates flawlessly and your brand reputation remains pristine in the global market.

The Physics of Honey: The Critical Relationship Between Viscosity and Filling Precision
The absolute constitution of machine selection in the honey industry is dictated by a single metric: Viscosity. In fluid dynamics, viscosity is the measure of a fluid’s internal friction and its natural resistance to flow. Raw honey is universally classified as a highly viscous (dense and thick) fluid, and its resistance is measured internationally in Centipoise (cP).
To provide an engineering perspective: at a standard ambient room temperature of 20°C (68°F), the viscosity of standard liquid honey sits at an immense 10,000 cP. Compare this to purified water at 1 cP, or olive oil at approximately 100 cP. Honey is hundreds of times denser and vastly more resistant to mechanical movement.
This extreme fluid resistance demands immense mechanical force at every single point of the filling machine—from the suction stroke of the pump to the discharge through the nozzle tip. Standard packaging machines available in the global market that operate on gravity-fed principles or utilize electromagnetic flowmeters are designed for water and juices; they will face catastrophic failure when introduced to raw honey. The thick honey simply refuses to flow through standard sanitary piping, it suspends itself inside the nozzles, the internal pumps overheat from severe mechanical strain, and volumetric deviations can wildly swing beyond ±5%.
“Achieving an unyielding ±0.5% fill accuracy in honey packaging is only possible by completely mastering its viscosity. The singular, scientifically proven method to achieve this mastery is precise thermal management.”
The viscosity of honey is inversely proportional to its temperature. When you introduce controlled heat to honey, the internal friction between its complex sugar molecules rapidly decreases, and the fluid thins out. For instance, elevating the temperature of that same honey from 20°C to 45°C (113°F) will cause its viscosity to instantly plummet to approximately 2,000 cP—rendering it only slightly thicker than a standard cosmetic shampoo. Reaching this specific thermal “golden zone” allows our servo-driven volumetric pistons to draw and push the honey without inflicting any mechanical shear stress, achieving a flawless, zero-waste fill accuracy of ±0.5%.
What is Crystallization (Granulation)? Why Does it Plague the Filling Line?
Crystallization, commonly referred to in the consumer market as “granulation” or “sugaring,” is the natural physical process where the glucose molecules within the honey separate from the water content and bind together to form solid, crystalline structures. It is crucial to note that crystallization does not mean the honey has spoiled; on the contrary, rapid crystallization is often the hallmark of premium, raw, unpasteurized honey. However, from a commercial and retail perspective, crystallized honey loses its visual shelf appeal, creates severe blockages inside filling nozzles, and utterly destroys volumetric accuracy.
Within an automated filling line, there are three primary engineering failures that actively trigger and accelerate the crystallization process:
Erratic Temperature Management: If the honey is allowed to sit and cool inside a standard, unheated filling hopper (especially within the critical danger zone of 14°C to 18°C / 57°F to 64°F), the glucose molecules decelerate and begin to firmly attach to one another, rapidly forming the initial “seed” crystals.
High Mechanical Shear Stress and Aeration: Attempting to force heavy honey through narrow pipelines using high-speed rotary gear pumps inflicts severe mechanical trauma on the product. Furthermore, if the pump or nozzle design allows microscopic air bubbles to be whipped into the honey, these bubbles act as perfect “nucleation sites”—the exact foundation upon which sugar crystals aggressively build and multiply.
Nozzle Dripping and Air Exposure: After a fill cycle is completed, any residual honey droplets left hanging from the tip of an inferior nozzle will be exposed to ambient factory air. These droplets dry out and crystallize rapidly. During the very next filling cycle, these microscopic solid crystals are pushed directly into the fresh jar of honey, acting as an accelerant that will cause the entire jar to solidify on the retail shelf.
Engineering Solution 1: The Double-Jacketed Heated Tank Technology
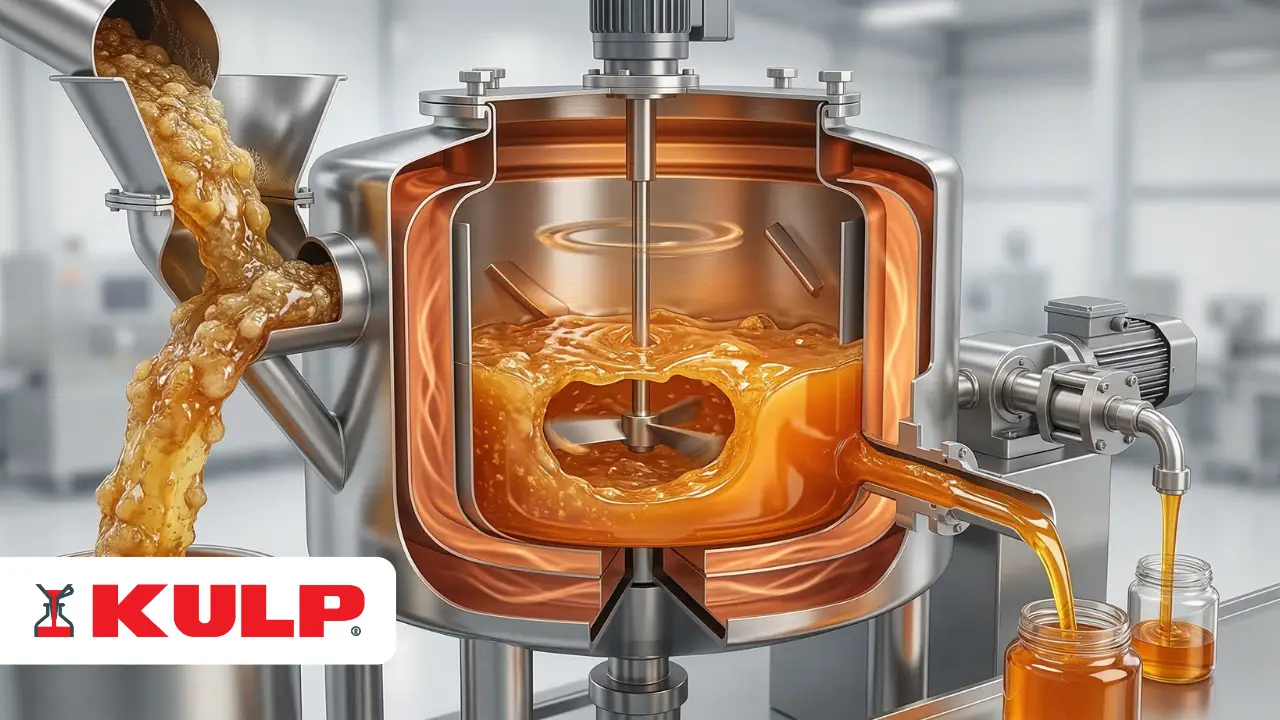
To combat the uncompromising rheology of honey and the constant threat of crystallization, Kulp Machinery has engineered the industry’s most robust thermal management system: The Double-Jacketed Heated Hopper (Tank) with Integrated Agitation. This advanced system ensures that the temperature of the bulk honey waiting to be filled is controlled with microscopic precision, without ever damaging the product.
The Mechanics of Indirect Thermal Management
The Double-Jacket Architecture: The hopper holding the honey is constructed from two distinct layers of stainless steel. The inner wall, which makes direct contact with the honey, is machined from premium AISI 316L medical/food-grade stainless steel. Surrounding this inner tank is an outer jacket made of AISI 304 stainless steel. A heating medium—either purified water or food-grade thermal oil—is continuously circulated through the hollow cavity between these two walls, heated by an integrated, thermostatically controlled system.
Protecting the HMF Value: In the global honey trade (particularly under strict EU and FDA regulations), the HMF (Hydroxymethylfurfural) value is the ultimate indicator of honey quality and heat damage. If honey is exposed to direct heat from a raw electrical element, localized burning occurs, the HMF value skyrockets, and the honey becomes commercially worthless. Kulp Machinery’s Double-Jacketed system ensures the honey never touches a direct heat source. The thermal energy is transferred indirectly, gently, and evenly across the entire surface area of the tank via the heated fluid barrier.
Motorized Agitation (Mixing) Systems: Raw honey, especially blends or those containing pollen and heavy compounds, can separate or settle if left stagnant. Furthermore, to ensure the heat from the jacket penetrates the entire core of the honey mass, our heated hoppers are equipped with heavy-duty, low-speed Motorized Agitators (Mixers). Often equipped with Teflon wall-scrapers, these mixers keep the honey in a state of continuous, gentle motion. This guarantees an absolutely homogeneous temperature and prevents any localized overheating, ensuring that the first jar of the shift and the final jar of the shift possess the exact same viscosity and precise fill weight.
By utilizing this technology, we lock the honey into its optimal thermal zone (typically between 40°C and 45°C), where the risk of crystallization is neutralized and the fluidity is perfect. Our servo-driven volumetric pistons can then seamlessly transfer the thinned honey into the packaging with zero mechanical strain and absolute precision.
Engineering Solution 2: Anti-Drip Pneumatic Nozzle Technology
To permanently eliminate the risk of secondary crystallization initiating at the nozzle tip and falling into the packaging, we deploy our second critical engineering safeguard: The Anti-Drip Pneumatic Nozzle System.
The “Suck-Back” Vacuum Mechanism: Because honey is highly viscous and sticky, it naturally wants to “string” or form a long, trailing thread when the filling cycle stops. This thread inevitably falls onto the lip of the glass jar, contaminating the threads and causing the cap to fail, while also making a sticky mess of the conveyor belt. Our proprietary nozzles are engineered with a synchronized pneumatic mechanism. The absolute millisecond the programmed fill volume is reached, the internal valve reverses, creating a rapid vacuum (suck-back) that pulls the honey droplet 1 to 2 millimeters back up inside the nozzle shaft. The product thread is cut as cleanly as if severed by a blade.
Eradicating Nucleation Sites: Because there is absolutely zero honey left dripping or exposed to the ambient air at the nozzle tip, there is no opportunity for the honey to dry out and form seed crystals. Your jars remain impeccably clean, your capping machines operate flawlessly without jamming on sticky threads, and the shelf-life stability of your honey is mathematically maximized.
Global ROI Analysis: The Staggering Financial Cost of Product Giveaway
As an international honey packer, your ultimate profit margin is directly dictated by your product giveaway (fill weight deviation). In the global market, machinery imported from low-cost, unverified sources utilizing inferior pneumatic cylinders will typically operate with a devastating weight deviation of ±10 to ±15 grams per cycle.
Let us execute the commercial mathematics:
Assume you are packaging premium organic honey into 500-gram glass jars. To avoid crippling fines from international weights and measures authorities for under-filling, you are forced to deliberately overfill. You calibrate your low-tier machine to dispense 510 grams.
You are giving away 10 grams of your highly valuable product for free in every single jar.
At a standard production rate of 5,000 jars per shift, you are losing 50 Kilograms of premium honey every single day.
Over a standard operating month, that equates to 1.5 metric tons. Annually, you are hemorrhaging 18 metric tons of honey without invoicing a single dollar for it.
The raw material cost of 18 tons of premium honey will easily pay for a top-tier, European-standard Kulp Machinery line multiple times over. Our Servo-Driven Volumetric Piston technology, combined with the Heated Hopper system, guarantees an unyielding precision of ±0.5% to ±1%. By entirely eradicating this invisible product giveaway, our machinery frequently generates a complete Return on Investment (ROI) in less than a single fiscal year.
Furthermore, importing cheap machinery presents a catastrophic risk regarding Total Cost of Ownership (TCO). When an obscure, proprietary circuit board burns out, waiting three to four weeks for a replacement part to clear customs from the Far East will completely paralyze your factory. At Kulp Machinery, operating from our manufacturing hub in Istanbul, we exclusively utilize Universal Tier-1 Components. Our pneumatics are Festo or SMC; our PLCs and servo drives are Siemens or Schneider; our sensors are Sick or Omron. Should a component ever fail, you can source the exact replacement from a local industrial supplier anywhere in the world, guaranteeing your production line never stops.
Global Importer FAQ – Honey Packaging Specifics
1. Will heating the honey in the hopper degrade its quality or increase the HMF value beyond EU limits? Absolutely not. Direct heat from exposed electrical elements will instantly scorch the honey and illegally spike the HMF value. Kulp Machinery’s Double-Jacketed design ensures the honey only ever touches the warm AISI 316L stainless steel inner wall. The heat is transferred softly and indirectly via the circulating water or thermal oil. Combined with the continuous gentle rotation of the integrated agitator, the honey is heated homogenously, perfectly preserving its raw enzymatic properties and keeping the HMF value strictly within international regulatory limits.
2. Can I retrofit my existing filling machine with a Kulp Double-Jacketed Heated Tank? This depends entirely on the structural chassis and PLC architecture of your current machinery. However, Kulp Machinery designs its systems with strict modularity. If your existing filler has a compatible flange connection and available output signals on the PLC, we can frequently remove your standard, unheated hopper and integrate our complete Double-Jacketed Heated Tank and Motorized Agitator module. Our engineering team will require technical diagrams of your current line to confirm integration feasibility.
3. Do your Anti-Drip nozzles work with “Comb Honey” or honey containing heavy particulates? Yes. If you are processing highly filtered, liquid honey, we deploy our “Suck-Back” nozzle architecture. However, if your product portfolio includes raw honey infused with chunks of natural honeycomb, whole nuts, or heavy pollen particulates, we equip the machine with wide-channel Rotary Valve Technology. These specialized valves allow large solid inclusions to pass directly from the hopper into the jar without ever being crushed, squeezed, or degraded, maintaining the premium artisanal appearance of the product.
4. How difficult is it to execute a Cleaning in Place (CIP) protocol for international food safety compliance? Hygiene is the most critical audit point in global food packaging. Traditional piston fillers require hours of laborious dismantling with heavy tools. Kulp Machinery eradicates this downtime by utilizing Tri-Clamp Sanitary Connections across the entire fluid path. Without touching a single wrench, your operator can unclip the hopper, the rotary valves, and the nozzles by hand, flush the entire system with high-temperature sanitizers, and reassemble the block in 10 to 15 minutes.
5. I package honey in tiny 30-gram hotel amenities and large 1-kilogram retail jars. Do I need two separate machines? No. Our advanced Servo-Driven Volumetric Pistons execute format changes entirely digitally. The operator simply taps the HMI touchscreen, selects the saved “30-gram Hotel Jar” recipe, and the servo motor instantly recalibrates its stroke length to dispense exactly 30 grams. To switch to the 1-kilogram jar, you select the corresponding recipe, and the system adjusts in milliseconds. A single flexible line can handle your entire product portfolio.
Validate Your Investment: The Virtual Factory Acceptance Test (FAT)
Dear Global Honey Producer,
Do not entrust the quality of your premium honey, the integrity of your brand, and the financial future of your facility to unverified machinery suppliers or glossy PDF brochures. The unique rheology of your specific honey blend demands physical, empirical validation.
Calculate your true ROI not by reading technical specifications on a screen, but by witnessing the machinery physically interact with your actual product.
We invite you to bridge the distance. Ship samples of your bulk honey, your empty glass jars, and your closures directly to our headquarters in Istanbul. In our state-of-the-art demonstration center, our senior engineers will conduct a live, multi-camera Virtual Factory Acceptance Test (FAT).
Join us via secure video conference. Watch as the Double-Jacketed hopper gently thins your honey to the perfect viscosity. Verify the flawless execution of the anti-drip nozzles, and demand that we weigh the filled jars live on a digital scale to prove our zero-waste precision. Make your global investment decision with absolute engineering confidence.
